
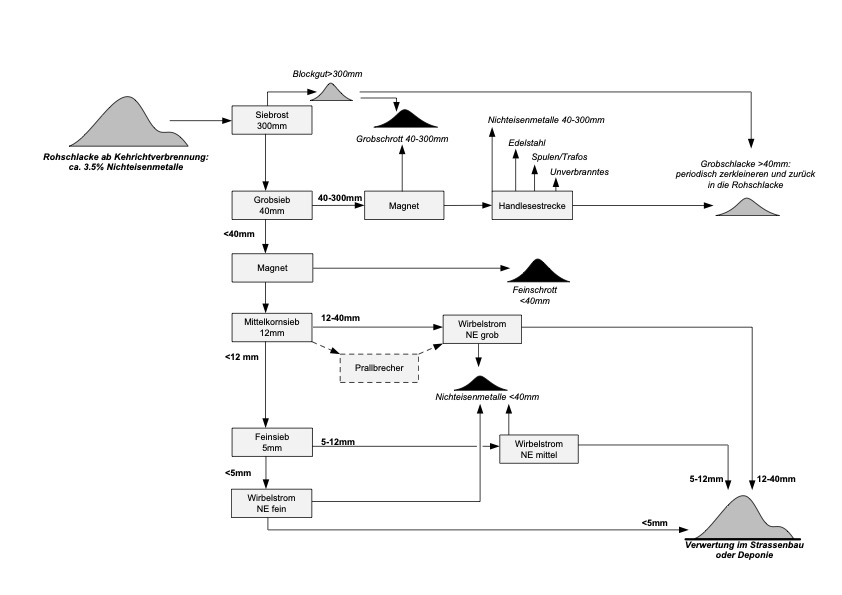
Just like in the past in Switzerland neighboring countries also process slag with the aim of using the mineral fraction as a substitute for gravel in road construction. To achieve this it is necessary to process the slag in a "gentle" manner avoiding crushing of the mineral fraction as much as possible. Separation of the metals is only possible when they are present in a "free" state for example without significant mineral adhesions. Stated conversely, metal pieces encapsulated in mineral particles cannot be recovered. This limitation restricts the maximum recovery rate to approximately 50% of the non-ferrous metal pieces present in the slag. A typical slag processing plant of this kind as commonly found in EU countries is shown below with dashed lines illustrating the conventional Swiss variant that includes crushing of the medium-sized fraction.
Essentially, the material is separated into four grain size fractions from which the metals are recovered. Since the process flow avoids crushing for the reasons mentioned above, the non-ferrous metal pieces encapsulated in the 12-40 mm and 5-12 mm fractions cannot be recovered. They end up in the processing residue which is utilized in road construction
Swiss regulations cannot be met
In Switzerland, unlike in the Eurozone, on the one hand the use of processed slag in road construction is prohibited. On the other hand, as mentioned above, the recovery of non-ferrous metal and stainless steel pieces larger than 2 mm up to a maximum content of 1% in the landfill is prescribed. The required recovery rate according to the legal regulations is calculated to be approximately 70%, starting from around 3.5% non-ferrous metal pieces larger than 2 mm in the raw slag. With a maximum recovery rate of 50% the depicted plant is unable to meet the Swiss regulations. The main culprits are the smaller metal pieces encapsulated in the 5-12 mm and 12-40 mm grain size fractions.
Therefore, the existing Swiss slag processing plants generally incorporate a process flow similar to the one shown above but with a crushing facility, usually an impact crusher, installed for the 12-40 mm fraction (indicated by dashed lines). This way, metal pieces sized 12-40 mm are exposed and can subsequently be separated ensuring compliance with the limit of less than 1% non-ferrous metal content in the landfill.
Closed-loop system as the current state of the art
However, the separation of stainless steels is impossible since they cannot be separated by magnetic separators or eddy current separators. In principle, there is the possibility to use so-called "sensor sorters" but they are very expensive both in terms of acquisition and operation. Sensor sorters are also problematic because they generate a lot of dust. Therefore, they are only used in a few highly advanced high-tech slag processing plants. The innovative process flow shown in the following diagram was developed at the Institute of Environmental Technology UMTEC of the Eastern Swiss University of Applied Sciences OST and was first implemented in the Elbisgraben landfill slag processing plant for wet-discharged slag.
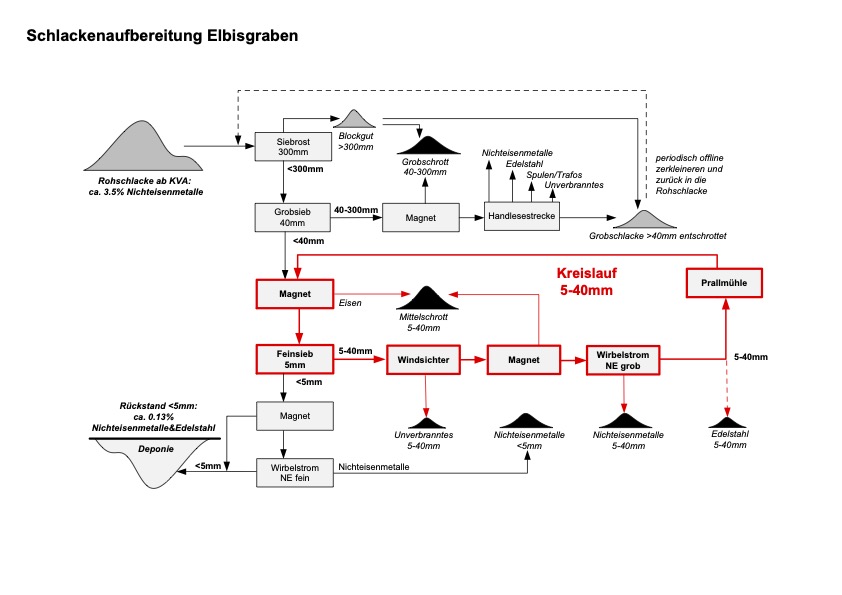
It stands out compared to the process flow and its Swiss variants depicted above in that all material larger than 5 mm circulates within the closed-loop system. This closed-loop system incorporates an impact crusher, a magnetic separator and an eddy current separator. This ensures that all mineral particles present in the raw slag are crushed to less than 5 mm. Consequently, even millimeter-sized metal pieces encapsulated in the mineral particles are exposed. These metal pieces are recovered through the magnetic separator and the eddy current separator.
In general, a single eddy current separator is not capable of recovering the majority of non-ferrous metal pieces from such a wide grain size range (5-40 mm) to meet the limit values since many metal pieces would not be separated in a single pass through the eddy current separator. However, this is still achieved through the closed-loop circulation. Since the metal pieces in the impact crusher are at most deformed but not crushed they circulate within the closed-loop system and pass through the eddy current separator multiple times until they are eventually ejected.
Process without sensor sorters
The unique feature of this process is that stainless steels sized 5-40 mm can be recovered without the use of sensor sorters. As mentioned above, stainless steels cannot be recovered by either the magnetic separator or the eddy current separator so they gradually accumulate within the closed-loop system. Periodically, for example twice a day the material feed to the plant is interrupted for about 15 minutes during which all mineral material is discharged from the closed-loop system leaving only the stainless steels circulating within it. One of the conveyors in the closed-loop system is then reversed and the accumulated stainless steels are discharged into a separate container. Afterward, the reversing conveyor is switched back to its normal transport direction and the plant resumes its normal operation.
Unburned materials such as plastics, textiles and leather are hardly crushable in the impact mill and also accumulate within the closed-loop system. They are removed from the closed-loop system using an air separator. Similarly, for the metals that are also uncrushed in the impact crusher if a fragment of unburned material is not separated in the first pass through the air separator it circulates within the closed-loop system until it is eventually separated by the air separator.
Swiss-wide best values without high-tech
The Elbisgraben plant now has four years of operational experience with this innovative process flow. In summary, the following results have been achieved: Due to the process technology all metal pieces larger than 5 mm are forcibly recovered including the stainless steels. The highly effective separation of unburned material simultaneously improves the quality of the landfill residue. Moreover, the plant is apparatus-wise "low-tech" and therefore extremely cost-effective in terms of investment and operating costs. The excellent result in terms of metal recovery is not due to the use of expensive high-tech equipment or the dry discharge of slag but solely based on clever process design and optimized operation.
Overall, practically all iron, 95% of non-ferrous metals and 80% of stainless steel present in the slag pieces larger than 2 mm are recovered. The residue deposited in the landfill contains only 0.08% non-ferrous metal and 0.05% stainless steel. Since, according to the Swiss Waste Ordinance (VVEA), stainless steels are classified as non-ferrous metals the relevant content of non-ferrous metals and stainless steel larger than 2 mm in the residue is 0.13% – far below the limit of 1%. Such a low value has never been achieved by any slag processing plant worldwide including much more expensive high-tech Swiss plants.
The Elbisgraben slag processing plant is not only the most cost-effective Swiss facility that safely meets the limit of 1% non-ferrous metal content in the processed residue but also has the lowest remaining metal content lost during landfilling. The innovative Elbisgraben process flow has already found imitators. The slag processing plant of VfA Buchs (SG) which started operating in 2020 was built based on the same principle with a closed-loop system using an impact crusher and a fine sieve. Similarly, the process flow is being configured for the Scheinberg landfill facility in Baden-Württemberg (Germany) and is expected to be used for another plant in Switzerland. It is likely that all newly constructed Swiss facilities will be designed following the Elbisgraben model.
Author: Prof. Dr. Rainer Bunge, Professor of Environmental Engineering, UMTEC, University of Applied Sciences Rapperswil
Media Partner: UmweltTechnik, Issue 3/2023, June 20, 2023
